
Free Water Knockout (FWKO): What You Need To Know
Free water knockouts (FWKO) are an essential component in the oil and gas industry, designed to remove any free water present in the production...
4 min read

We have a philosophy that we operate by at 12:eleven, if we design it, engineer it and build it, then you can trust that we will stand by it.
Keep reading to discover more about the production and process equipment that we offer to our customers.

We capitalize on our many years of operational field expertise in our design, engineering, and diversified manufacturing capabilities to deliver a broad range of surface production equipment.
The 12:eleven team works diligently to design, engineer and fabricate the best production equipment in the market.
Critical to that process is our continuous focus on creating economic value for our customers and their respective teams at every step. We understand that the ultimate success of our effort to create value for customers, will be measured by the consistent quality of our products and services over the long-term.
We will always strive to deliver products and service on-time, with quality, at a competitive price.
Even when faced with significant design and fabrication challenges or tight timelines, we ensure that our customers succeed.

We offer the following solutions within our production equipment line:
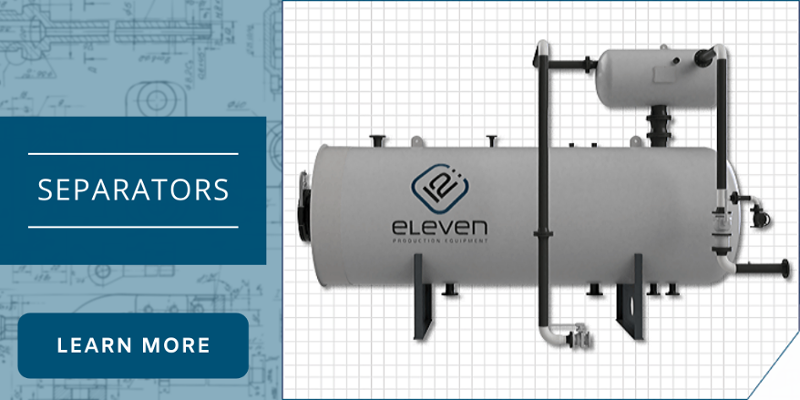
Known as the workhorse of the upstream production equipment, 12:eleven’s separators are designed based on time-tested technology and extensive field knowledge to bring to our customers a separator solution that they can depend on.
From basic oil and gas separation needs to complex and challenging well streams, our engineering staff is constantly studying new, more efficient ways to process your production.
Our separators come in many different sizes and pressure ratings that allow versatility for the operators looking for equipment based on specific well conditions. We also have several internal designs that are specific to flow patterns of the well and will increase the efficiency and the overall outputs of the separator.
Treaters are used to treat (separate) oil-water emulsions so that oil will be accepted by pipelines or transporters for ultimate sale to buyers.
Treaters typically dump directly to the tank or in high gravity crudes to a Vapory Recovery Tower or Oil Stabilizer.
Treaters can also be operated at higher temperatures to help flash off high-end hydrocarbons to reduce RVP in storage tanks.
12:eleven offerings include Heater Treater, Oil Treater, Emulsion Treater, Crude Treaters.

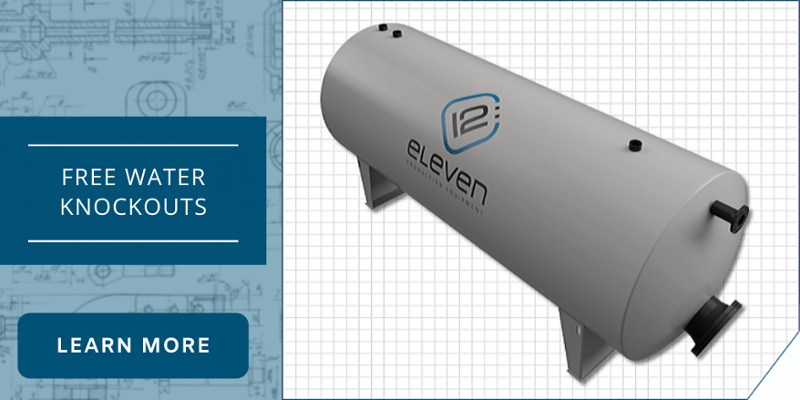
Typically, horizontally oriented, a Free-Water-Knock-Out is a three-phase vessel designed to handle a large amount of water with a small amount of oil.
By removing large volumes of water with an FWKO, downstream equipment can be sized for a smaller water to oil ratio, thereby reducing heat and chemical requirements.
Free-Water-Knock-Outs are normally placed near the beginning of a facility so that the downstream equipment does not have to be sized based on the large water volume.
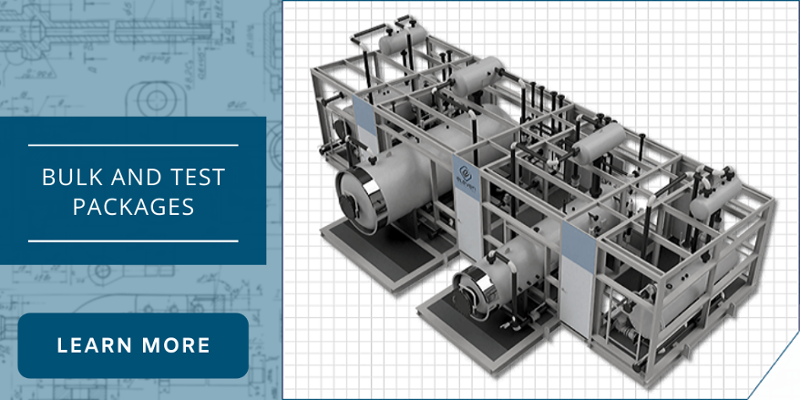
Bulk and Test packages are becoming common items in the field and we took them a step further when creating our innovative design. We focused on designing a foundation or skeleton of a unit that can be easily customized to meet specific customer wants and needs.
As part of our Total Well Pad Solution, there are many things that come standard on these units that normally do not. From economical options to full custom automation, our unit will meet and exceed your expectations.
Adaptable to many different applications, we have incorporated many process efficiencies into the package such as special inlet devices and gas domes for situations with higher amounts of gas.
From field to fabrication, many have collaborated on this design and provided input to making it a top choice for oil and gas producers.
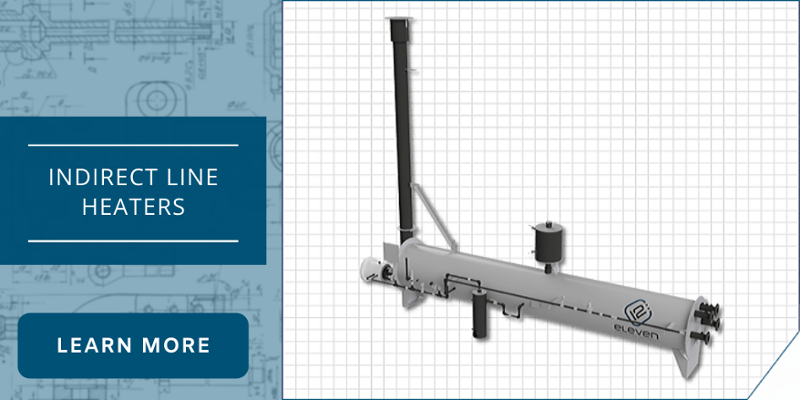
Normally placed after the Sand separator (if applicable), or in the absence of a sand separator, it is the first vessel after the wellhead and is typically rated higher than the wellhead shut-down pressure.
We also offer a line heater design with a low-pressure coil for heating oil up to a specific temperature to reduce the amount of flash gas still contained in the oil prior to going to tanks. These were adopted to meet the temperature requirements regulated by the state of North Dakota to reduce emissions and make the oil safer for transport.
We offer the following solutions within our gas processing equipment line:
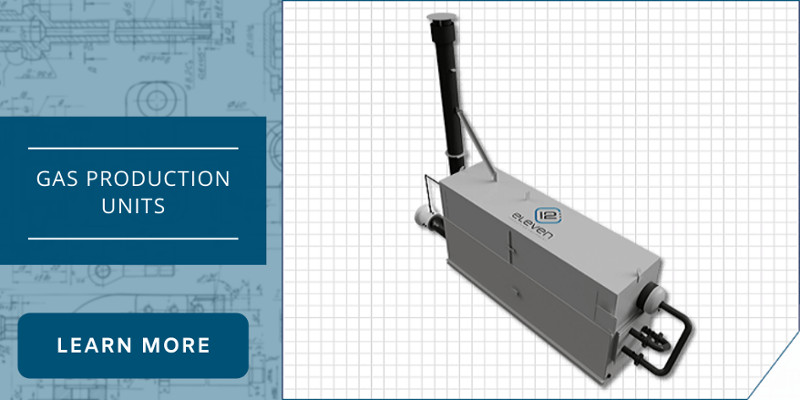
A Gas Production Unit is both a line heater and a separator all on one module. These are placed after the sand separator or in the absence of a sand separator, immediately after the wellhead.
GPUs can be configured with various safety systems and instrumentation. Stacking the separator on top of the line heater in this set-up reduces footprint and allows the radiant heat of the media bath to warm the separator which is very beneficial in cold weather environments.
Gas Dehydration Units or “Dehy’s” dehydrate the gas from a process stream down to a specific water content acceptable for sale to the pipeline (most commonly spec if <7lbs).
Dehy’s are a low-cost way to dehydrate large and small volumes of gas at higher pressures above 700 psig.
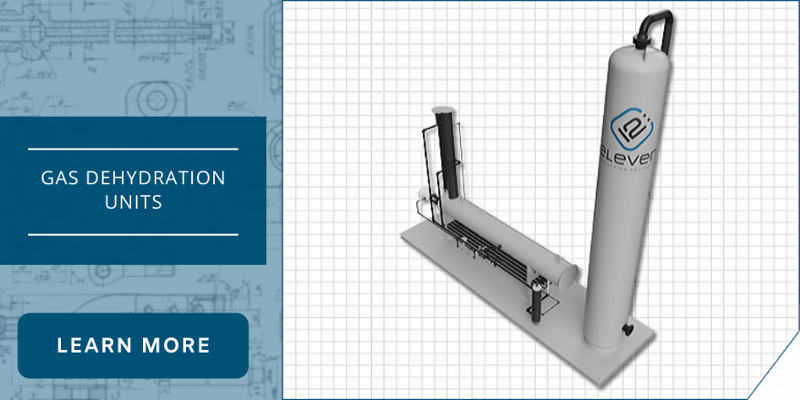
The glycol contact tower is the key component to a dehy system as it is the vehicle used to remove the water from the gas by means of circulating glycol.
The tower is a pressure vessel with an integral scrubber and absorber section, each having specific requirements for the tower to function.
Contact towers functions to contact lean glycol solution with the wet inlet gas. Various contact mechanisms can be employed with the most commonly used are bubble cap trays.
The scrubber section of the tower removes free liquids from the gas while the absorber section is used to make the contact between the gas and the glycol. The removing of the water vapor from the gas happens in the absorber section of the tower using either bubble cap trays, random packing, or structured packing.

We offer the following solutions within our environmental equipment line:
Vapor recovery is perhaps the final stage in separation and the last attempt to capture any high-end hydrocarbon flashing in the process train.
In addition to preventing vapor release from tank thief-hatches, proper vapor recovery helps users company with Environmental Regulatory Agencies such as the EPA or Railroad Commission and reduces the amount of hydrocarbon burn at the vapor flare converting a typical waste gas into a sellable gas.
Oil Stabilization is a heat treatment of light gravity crudes such as 45 API and higher used to remove the C5+ Hydrocarbon chains from the light ends.
This “Stabilizes” the oil providing an oil product under a 12 or 9 RVP which prevents flash loss in storage and even in transport.
This process can capture light end y-grade oil products that are normally lost and prevent sales docks from oil buyers requiring RVP under 9 or 12 rating.

Discover the strengths that the 12:eleven specialists in innovation and customization bring to production and process equipment. Contact 12:eleven and experience quality that is reliable, efficiency that is proven and service that is unsurpassed.
We invite you to request a quote for our products or services.

![]() As a specialty company providing custom design, engineering and fabrication of production and process equipment, we are dedicated to doing what’s right for our customers and passionate about creating value on every project.
As a specialty company providing custom design, engineering and fabrication of production and process equipment, we are dedicated to doing what’s right for our customers and passionate about creating value on every project.
We leverage the field expertise of our design and engineering group together with our diversified manufacturing capabilities to deliver a broad range of innovative surface production equipment - including Separators, Treaters, Free Water Knock Outs, Bulk and Test Packages, Indirect Line Heaters, Gas Production Units, Gas Dehydration Units, Glycol Contact Towers, Vapor Recovery Towers, Oil Stabilizing Towers.

Free water knockouts (FWKO) are an essential component in the oil and gas industry, designed to remove any free water present in the production...

Gas Production Units (GPUs) are a crucial component of the oil and gas industry. They play a significant role in the extraction, processing, and...

Piping modules and spools are an important part of any piping system. They help to keep the fluid in the system moving by providing a path for it to...